Have you been issued a citation, or do you have an OSHA inspection coming up? The article outlines key NFPA, EPA, and OSHA dust compliance standards; how they are enforced; and practical next steps to improve workplace safety, help meet regulatory standards, and reduce the risk of citation.
NOTE: The following are general recommendations and not specific to a customer, citation, or problem. We recommend working with an expert who can help navigate this complex landscape.
OSHA Standards
The Occupational Safety and Health Administration (OSHA) sets the standards for safe working conditions to prevent employee harm. They provide resources outlining specific requirements employers must follow to keep their workers safe.
OSHA has several standards focused on workplace dust safety, with details varying based on your industry, location, and hazard you’re producing. OSHA may also reference consensus standards (such as NFPA) when citing hazards under the General Duty Clause.
- General Duty Clause — Employers must provide a workplace free from recognized risks that can cause serious physical harm or death. This catch-all standard is used when there are no specific OSHA regulations to guide you.
- Hazard Communication — This gives workers the right to know and understand the dangers in their workplace. You must inform employees about hazards through written materials, proper labeling, Safety Data Sheets, training, and documented procedures.
- Respiratory Protection — When dust is above exposure limits, you must provide your workers NIOSH-certified respirators at no cost, along with fit testing and training.
- Walking-Working Surfaces — Fugitive dust can be dangerous when it settles on the floor or work tables, causing falls, accidents, or even explosions. To prevent injury, keep all working and walking surfaces clean and hazard free.
- Electrical Safety — Compliance with OSHA standards requires proper equipment design and use to avoid fires, shock, and electrocution. Focus on insulation, grounding, inspections, and proper procedures.
- Machine Guarding — Machine guarding ensures no worker has contact with dangerous processes or equipment, including your dust collector. This standard sets rules about points of operation and moving parts.
To ensure you’re meeting these standards, OSHA performs inspections at both the state and national level. The Combustible Dust National Emphasis Program (NEP) identifies companies creating hazardous dust as candidates for additional inspections and scrutiny. If you fail one of these standards above, OSHA may issue a written citation outlining violations, required corrective actions, and abatement deadlines.
EPA Standards
OSHA isn’t the only governing body that deals with industrial dust hazards. The Environmental Protection Agency (EPA) sets air quality standards to control emissions. They limit the concentration of particulate matter (PM) in the air to improve public health and safety.
The EPA is a factor if you have dust exiting your facility and blowing into the environment. EPA violations can also trigger OSHA scrutiny if airborne dust presents an employee exposure risk. Specific rules differ by state, but here are the basic standards you need to know.
- National Ambient Air Quality Standards (NAAQS) for Particulate Matter — These standards are federal limits under the Clean Air Act to protect the public from the negative effects of particulate matter.
- PM10 — This standard applies to particulate matter 10 micrometers across or smaller. These often come from construction sites, grinding processes, dirt, pollen, mold, or road dust. To help prevent health issues, the EPA 24-hour standard is 150 micrograms per cubic meter (µg/m³).
- PM2.5 — This standard is for facilities that emit particulate matter 2.5 micrometers or smaller. Finer particles pose a more serious health risk than coarser ones, since they can enter your lungs and bloodstream. Under the Clean Air Act, manufacturing plants must limit PM2.5 annual emissions to 9 µg/m³.
These limits are commonly enforced through air permits and stack testing requirements. If the EPA observes a violation in your facility, they will perform a detailed inspection and issue citations. As the employer, you need to show that you are making progress towards a solution for airborne dust management.
NFPA Standards
Along with OSHA and EPA, manufacturers dealing with combustible dust also need to comply with the NFPA—National Fire Protection Association. The NFPA focuses on explosion protection from industrial dust hazards. Here are the main standards to know.
- NFPA 660 — The “Standard for Combustible Dust and Particulate Solids” is a new, consolidated standard that OSHA increasingly references when evaluating combustible dust hazards. It combines information from Standards 61, 484, 652, 654, 655, and 664. NFPA 660 covers Dust Hazard Analyses (DHAs), explosion protection, housekeeping and fugitive dust, and more.
- NFPA 68 — The “Standard on Explosion Protection and Deflagration Venting” guides facilities on how to design, install, and maintain systems that relieve pressure from explosions in buildings and equipment. This is especially necessary for processes dealing with combustible dust or flammable gases.
- NFPA 69 — The “Standard on Explosion Prevention Systems” outlines the requirements for designing, installing, and maintaining systems that help control explosions from combustible dust. This is often used in equipment like ducts, pipes, and dust collectors.
These are a set of standards and guidelines to follow for workplace dust safety, but they are not enforced by the NFPA. OSHA frequently uses NFPA standards as evidence of a “recognized hazard” under the General Duty Clause. Or, they can also be enforced by an Authority Having Jurisdiction (AHJ).
Authority Having Jurisdiction
An AHJ is not necessarily a government employee (although it could be). It is simply the organization or person responsible for enforcing these codes and verifying that you meet the requirements. This can include a fire marshal, building official, insurance company, inspector, or health department. AHJ interpretations can directly impact system design, permitting, and inspection outcomes.
You may be wondering, How do I know who my AHJ is? It’s different for everyone, but start by contacting your local fire marshal, as they are often the primary authority to enforce fire codes and NFPA standards. From there, check with your local building department or your insurance carrier to find the specific AHJ for your situation.

NFPA, EPA, and OSHA Dust Compliance Next Steps
If OSHA (or another organization) issued you a citation, what do you do next?
1). Post the Citation
Most likely, you got a letter after your inspection with written citations and a timeframe to show progress towards a solution. First, you must post the citation near the violation point so all employees are aware. Keep it there for three days (or until your hazard is fixed). As you find a solution, ensure all employees stay protected while they work.
2). Conduct a Dust Hazard Analysis (If Needed)
If your process produces combustible dust but you don’t have a DHA in place—or have updated your process and haven’t redone an analysis—then you need one. Our team at DenTech does not perform DHAs, but we can help you understand the DHA process and how its findings affect system design and compliance.
It starts by bringing your team together to identify all the hazards throughout your process, including electrical, ductwork, housekeeping, ignition points, etc. Once you’ve identified all hazards, you then need to eliminate them.
3). Fix the Hazard
OSHA can cite you for many different reasons, so there isn’t one easy way to amend the problem. However, the solution usually involves contacting a team like DenTech. While we won’t be able to fix every piece of your citation, we can help with OSHA dust compliance.
If you are struggling with airborne dust management, you may need to upgrade your hoods or collector. If it’s a housekeeping issue, you might need a vacuum system. If you have safety problems, we can design a custom solution. We always start by understanding your citation before working on a tailored fix so you can show OSHA you are taking steps towards a solution.
4). Notify OSHA and Document Each Step
Make sure you document all steps and communication your facility takes with OSHA and third parties. Part of documentation is creating an abatement plan, a detailed outline of how you will correct the citation.
Once you implement corrective action, notify OSHA within the set timeframe. Include proof of your work, such as photos, records of new equipment, drawings and designs for proposed systems, training logs, and any other relevant documents. Even if the solution takes several months to complete, as long as you can demonstrate that you are starting on the fix, OSHA will work with you.
Dust Compliance: Fixing the Hazard
Every citation is different, but fixing your problem often comes down to one of these three things.
Your Dust Collection System
If you’re struggling with OSHA dust compliance, you may need to install a dust collection system (or upgrade your current one). The collector may be in good shape, but it’s possible you need to replace your filters or improve your hood design to effectively capture dust.
Lack of Training
Secondly, maybe your operators don’t have the proper training. For example, with a dust capture hood, operators often don’t know how to properly position and use the hood. Therefore, it won’t work correctly, and your facility won’t be protected from industrial dust hazards.
Training your operators is essential to ensure all the systems you have are running effectively. DenTech provides training on any systems we design and install. We’ll walk you through how it functions, maintenance intervals, and all the details of the system so we can officially transfer ownership to you.
Poor Housekeeping
Lastly, dust problems may come down to poor housekeeping. Many plants use compressed air to clean. However, we advise against that.
Our VP of Sales, Mike Zook, says, “Despite its popularity, compressed air is actually the least desirable cleaning method because it stirs up dust in the air. Even sweeping can agitate dust and get it airborne. What you really need is a vacuum system. This removes dust without spreading it throughout your plant.”
When a customer is facing issues with OSHA dust compliance, we always ask a few key questions to understand the problem. Why is the dust settling where it is? Is it because your collector isn’t working, or something else? From there, we develop a custom solution that’s built around your processes.
Addressing A Dust Citation? DenTech Can Help.
With over 40 years of experience, our team can help with your OSHA citation. We’ll look at your processes and design something completely custom to you, to solve whatever dust problem you have.
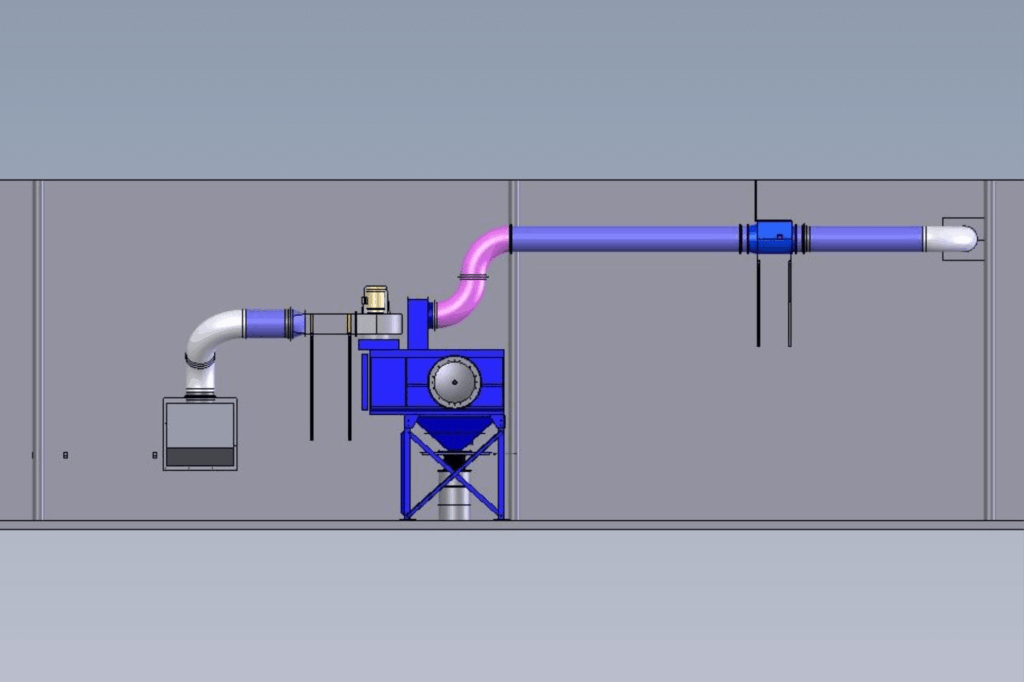
We’ve worked with many companies, such as Cannistraro, an industrial contractor in Boston. Their too-small dust collector caused safety hazards in their facility. Our team designed and installed new ductwork, fans, a dust collector, an AyrDyne electrical control panel, and a spark cooler. With the proper systems in place to manage dust, this allowed Cannistraro to address safety concerns and keep their workplace compliant.