Results
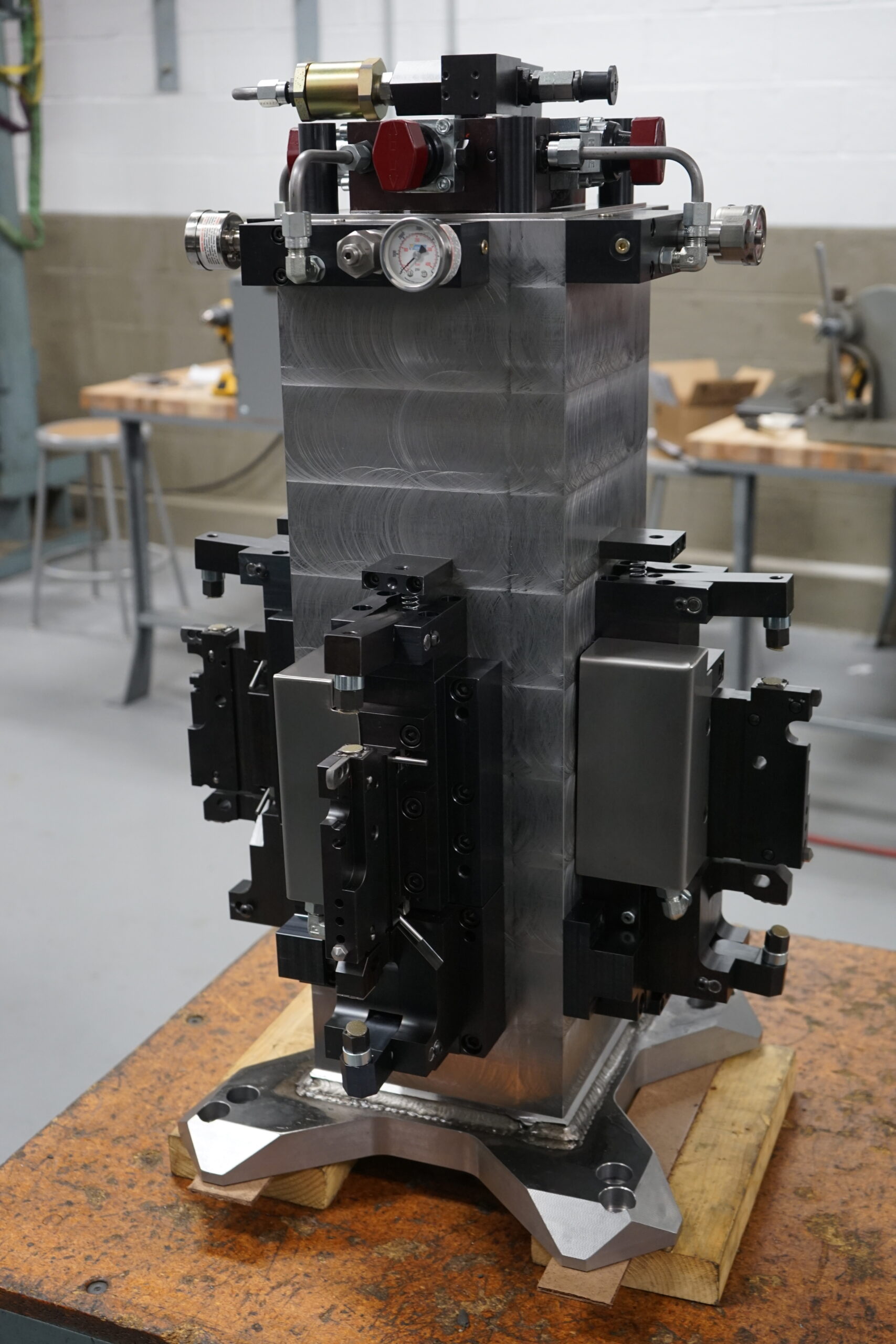
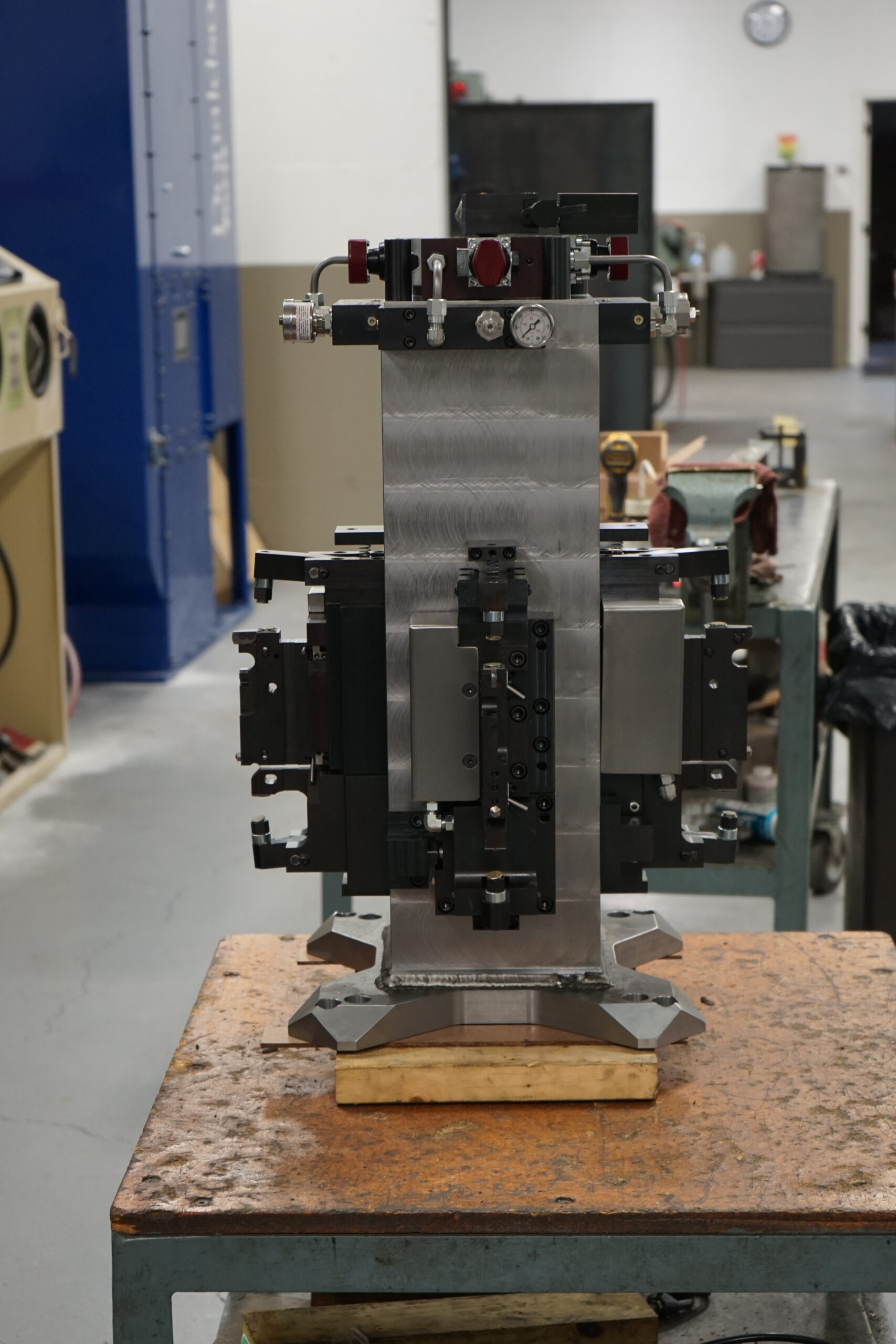
DenTech designed, machined, and assembled a horizontal workholding fixture for an equipment manufacturer.
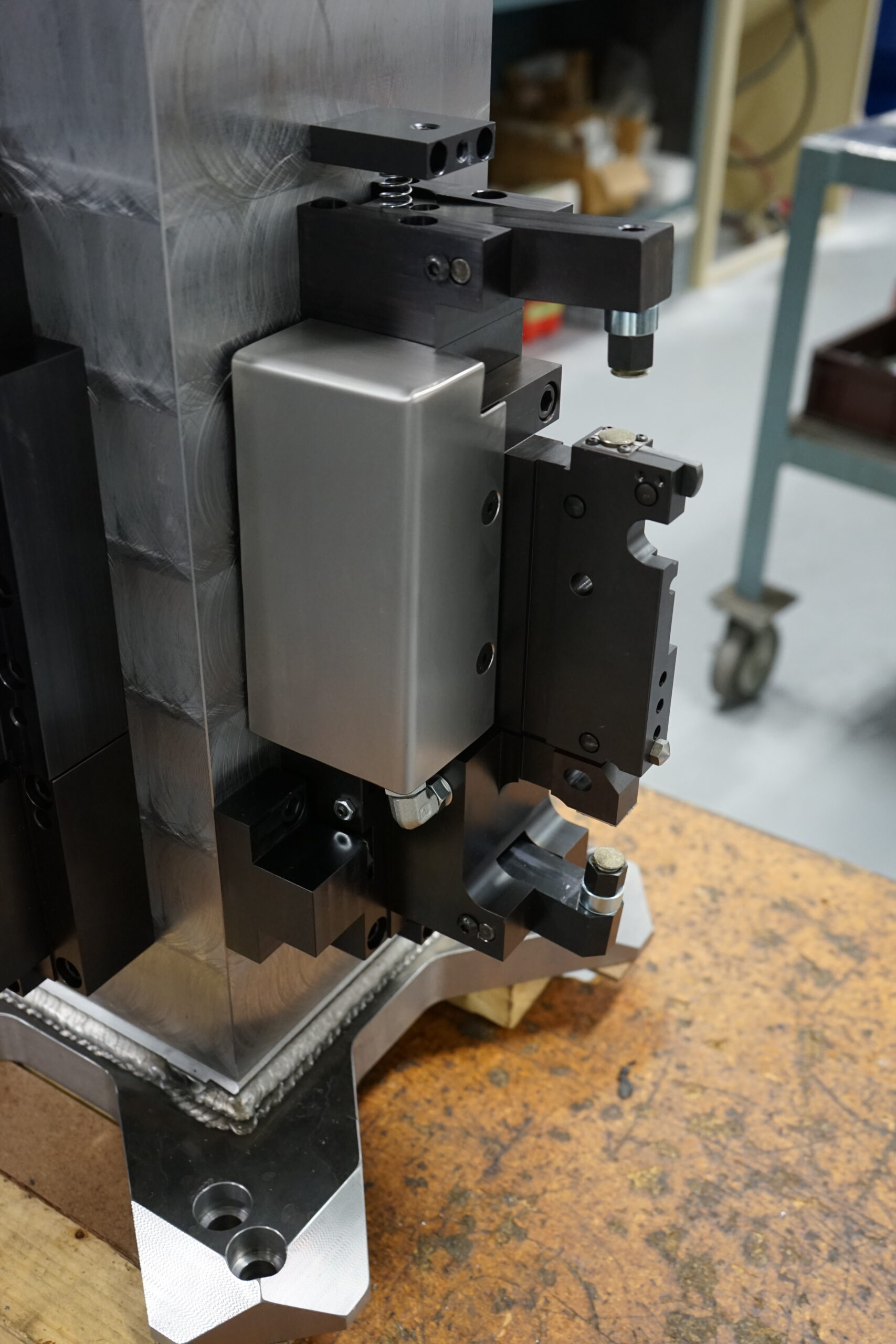
The fixture has four identical sides. Pieces are loaded on to the fixture and held in place with hydraulic clamps. Then the fixture is loaded into a CNC machine.
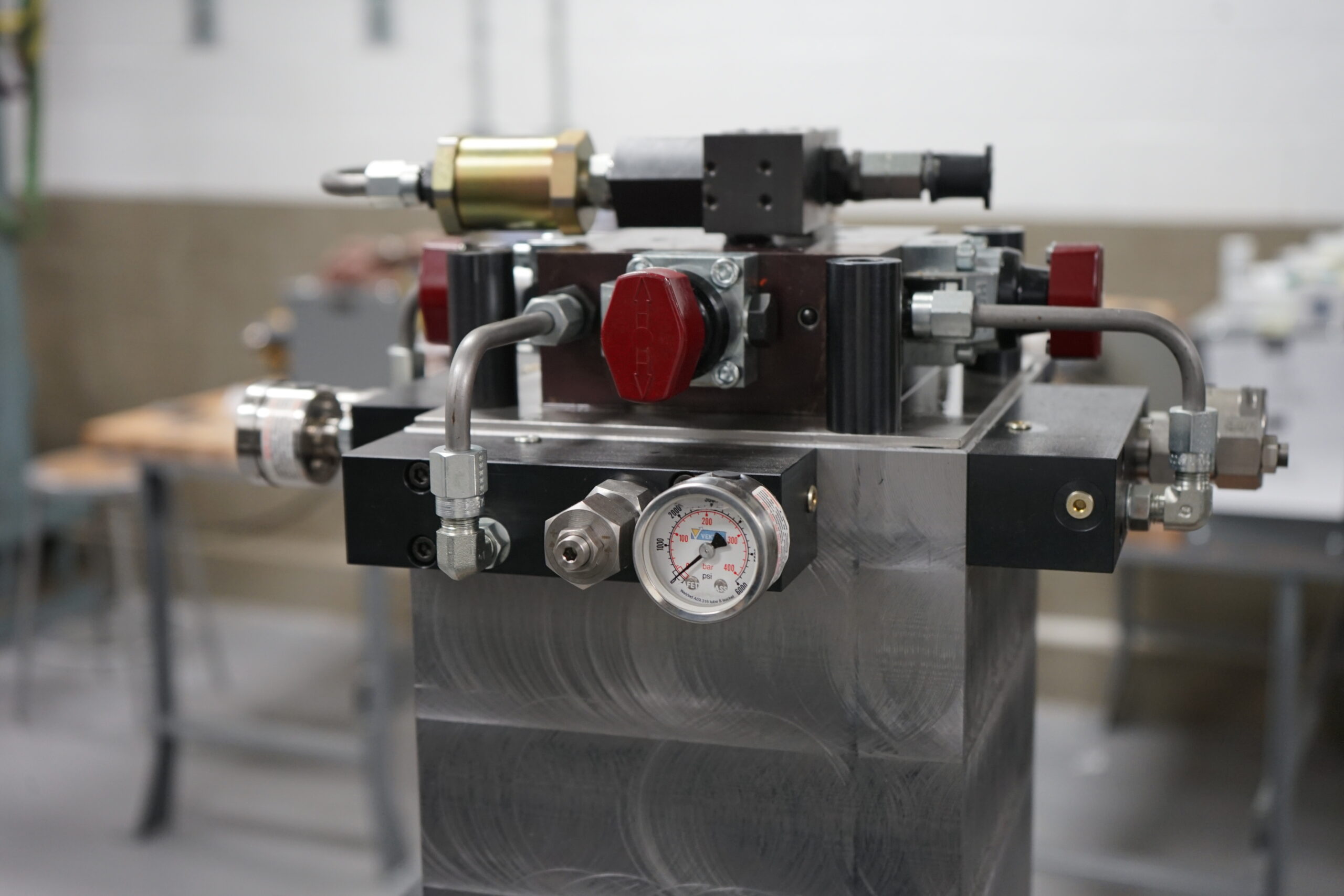
The hydraulic accumulator on the workholding fixture maintains pressure at 3,000 psi (and is capable of pressure up to 5,000 psi). Hydraulic clamping offers a consistent clamping force and faster way to load pieces compared to using tightening fixtures.
Typically, we complete two fixtures as one order. This is so the equipment manufacturer can work efficiently. While one fixture is in the CNC machine, an operator loads components on to the second fixture. Then when the first fixture is finished, the operator takes it out of the CNC machine and puts the second fixture in. The changeout can be done quickly so the machine spindle can run sooner.
From design through inspection, DenTech completes a workholding fixture like this in 10-14 weeks.
Our skilled machinists provide quality components that are specific to customer requirements. To learn more about our machining services, contact us.